



Vibration - Continuous
Water & Wastewater
$
72,000
Savings
12 Hrs.
Downtime Prevented
Observation
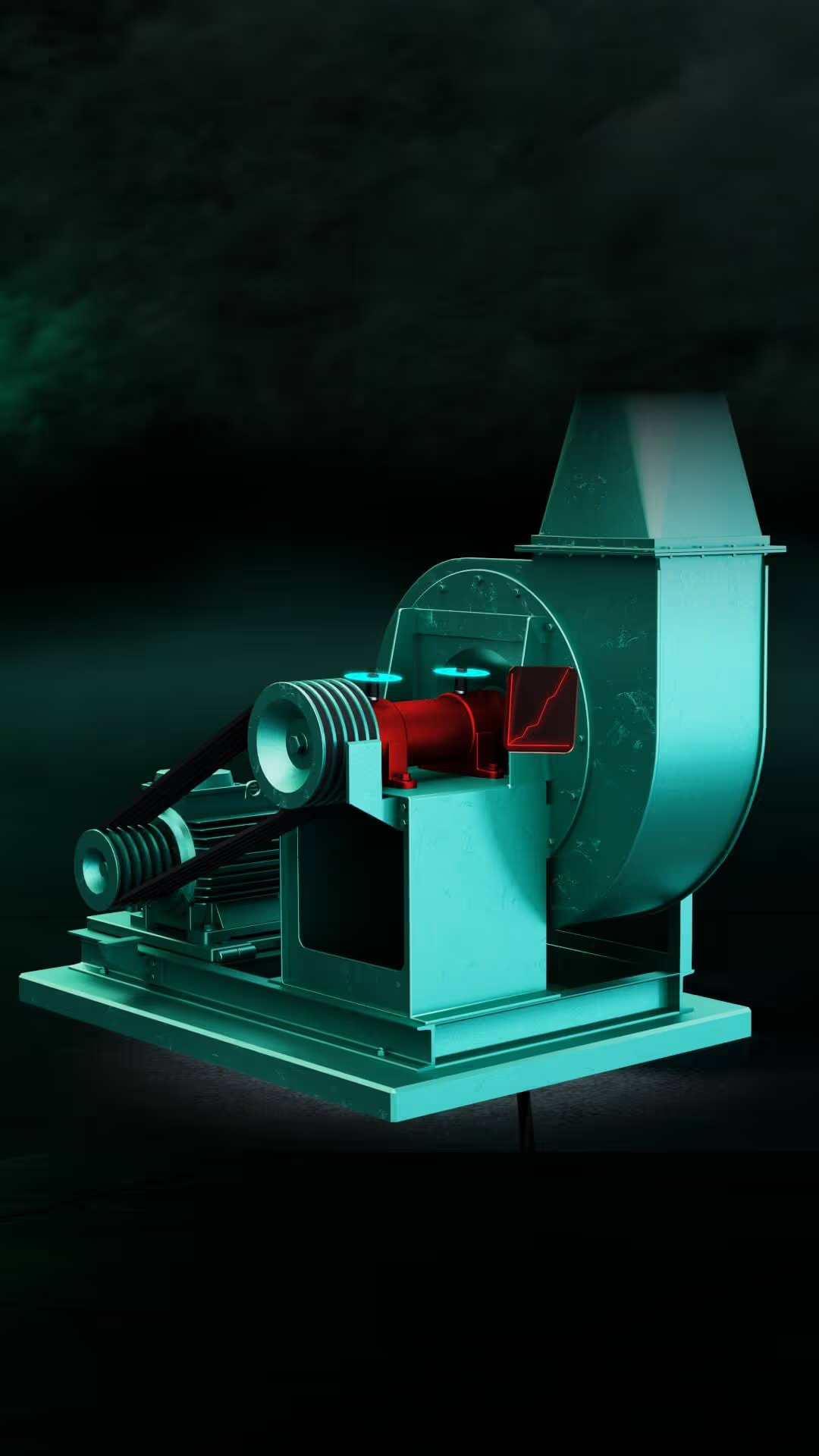
An increasing axial vibration trend was observed, with motor turning speed as the primary contributing frequency. The rise appeared to correlate with process changes and startup conditions following maintenance work.
Recommendation
The CME placed the asset on watch to monitor for continued progression. It was recommended to maintain normal PM intervals and, if the condition worsened, verify hot sheave alignment and inspect belt tension and condition.
Resolution
The fan had previously been secured and PM'd, including belt re-tensioning and sheave alignment. After process conditions stabilized, vibration levels improved and remained steady. The asset was returned to normal monitoring status and marked resolved.